



厚板NC送料機結構特色
時間:2013-10-11 11:21 來源:http://www.54391.cn 作者: 晉志德機械
在沖壓制造行業,沖床多采用沖壓級進模具且一般對送料薄板沖壓成形,沖壓級進模具上通常設計有定位孔,為提高落料或成形精度,每一工位要求送料精準,當送料偏差大時,定位銷會損傷定位孔,嚴重時會損壞模具,給生產造成巨大損失,同時影響整體產品品質。因此,沖壓生產中對送料機精度、穩定性要求越來越高,NC送料機則成為了行業選的送料設備。

以往使用的NC送料機,其上、下送料輥之間的間隙,多是由螺桿來調節,這種調節方式,雖然結構簡單,但存在送料輥軸兩端間隙大小一致性不易掌控的不足,特別是因材料較厚(過3.0mmm)或原料板帶表面凸凹不平或原料板帶兩邊緣薄厚偶有不一致時,會造成上、下送料輥之間間隙的微小變化,這時,由于NC送料機上、下送料輥之間間隙由人工操縱螺桿機械性調整,這些微小變化不易被發覺而產生變化積累,而這些積累會使送料機送料輥軸兩端的間隙不一致,易造成原料板帶跑偏,影響送料精度,這樣,不僅常常要停機調整,甚至會造成亂帶、纏帶等情況的發生,嚴重影響沖壓自動化生產效率。
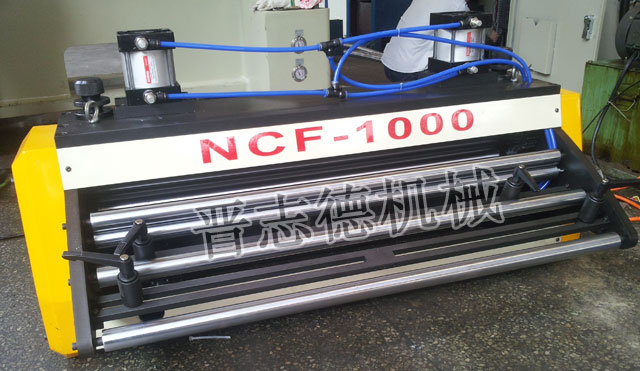
為此,晉志德機械為厚板材料送料,專門設計、生產了一款厚板NC送料機,其用氣缸壓料代替了傳統的螺桿壓料,此款厚板NC送料機能根據原料板帶的厚度不同由氣缸自動調控上下輸送輥間隙,大的節省人力,且由于控制裝置的兩個氣缸使用同一氣源,故兩端壓力一致性高,同時NC送料機壓料氣缸可自動消除因原料板帶表面凸凹不平或原料板帶兩邊緣薄厚偶有不一致造成的上、下輸送輥之間間隙的微小變化,從而可有效避免送料送偏、錯送、亂帶現象的發生,從根本上確保了沖壓生產效率。
文章發表:http://www.54391.cn/news_qgync.html
上一篇:滾輪送料機原理及使用優勢
下一篇:三合一送料機自動畫面操作說明