



氣動送料機常見故障的解決方式
氣動送料機是目前市場上三大主流送料機之中使用早、價格低的一種機型,正是因為其價格低廉能在花費少的情況下讓沖床實現自動化,因此目前在沖壓行業還有不小的市場。
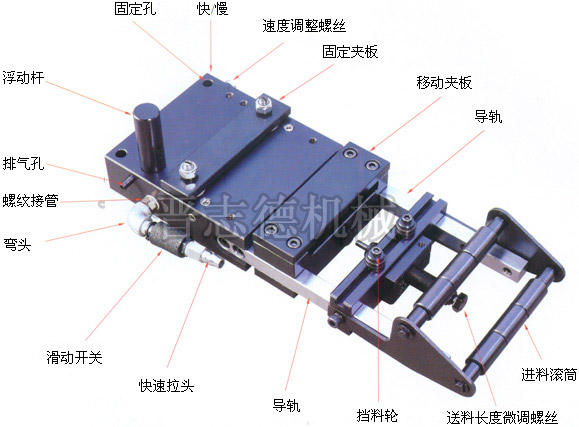
氣動送料機相比滾輪送料機、NC送料機而言,操作、保養要求更高,若操作不當或未定期維護保養,故障的出現就在所難免,氣動送料機故障常見有送料不穩、材料跑偏這兩種,晉志德機械作為專業送料機生產商,再此詳解一下氣動送料機這兩大故障的處理方法。
一、氣動送料機送料機不穩的解決方法:
1、模具本身的問題,造成送料不穩。解決方法:手動試送檢查送料時模具是否有阻力,若有則需重新修模。
2、氣動送料機外邊氣源氣壓不穩,造成送料不穩。解決方法:檢查外部氣源,確保氣源氣壓的穩定。
3、氣動送料機密封圈損壞造成送料不準。解決方法:密封圈是氣動送料機的易損件之一,若氣動送料機三聯電磁閥內無潤滑油則密封圈易損壞造成送料不準,此時只需更換即可解決。
4、氣動送料機步距調整螺絲未鎖緊,松動后造成送料不穩,針對性鎖緊即可解決。
5、氣動送料機速度調節未調節好。解決方法:重新調節調速螺絲,使送料機移動滑塊的運行速度與沖床保持一致。
6、氣動送料機R型電磁閥的設定時間有誤。目前氣動送料機基本都加裝了E型電磁閥用于送料、R型電磁閥用于放松,在實際更換模具后使用時,操作人員往往只是更改了直觀上的送料機高度,卻忽視了不同模具沖壓工藝不同,其放松時間也就要求不同,因此換模后必須重新調節放松時間。
二、氣動送料機材料跑偏的解決方法:
1、模具未正確安裝到位導致送料時材料跑偏。在大沖床上安裝小模具時,往往會出現模具安裝不到位的現象,此時模具的中心線與送料機中心線不在同一直線上,跑偏也就在所難免,此時重新調整模具安裝位置即可解決。

2、氣動送料機擋料輪的位置未正確調節導致送料時材料跑偏,重新調節擋料輪的位置與寬度即可解決。
3、引料時材料未擺正,導致材料偏斜的進入了送料機內,將料頭退出后重新引料。
4、O型密封圈磨損使得排氣孔漏氣致使氣動送料機不能正常工作,此時可對O型圈進行更換予以解決。
5、氣動送料機放松時間不正確導致材料偏斜,重新調節氣動送料機R型電磁閥放松時間。
文章發表:http://www.54391.cn/new_qgjc.html