



料架兼整平機配滾輪送料機的操作
如今越來越多的沖壓廠家使用自動化生產線來進行沖壓生產,以此方式可以減少每道工序的人工損耗,提升加工制品精度,同時由于可在同一臺設備上完成多個單的工序,大的減少了加工成本,加快了加工生產所需的時間周期,但是,現在市場上的大多數沖壓生產線由材料架、整平機、送料機三種立的機型所搭配,占用廠房空間大,且其自動化程度也不高,同時設備間傳遞平穩程度不高,傳遞過程中會有微弱的震動和傳遞不準確,同步化程度不夠高,設備結構復雜,操作繁瑣,購買及后期維護成本高。
為此晉志德機械在此為客戶推薦一種既經濟又實用的沖壓生產線,其由料架兼整平機+滾輪送料機+沖床搭配而成,相比三合一送料機而言它的成本更低,相比傳統立式的材料架+整平機+送料機的生產線占地小,自動化更高,操作更簡便。
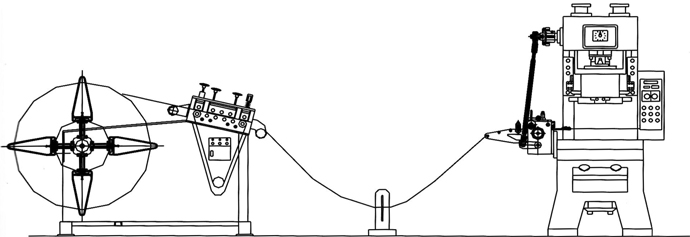
上圖為料架兼整平機+滾輪送料機+沖床搭配而成的生產線結構示意圖,實際使用時,先把凹模安裝在沖床模架上,固定好凹模后,把模架放置于沖床滑塊的正下方,移動滑槽上的導柱于模架附近,把定位板板安裝在導柱上,然后再移動導柱直到定位板能壓緊模具的位置,把定位板壓下壓緊模具,再在導柱上裝上螺母,把螺母擰緊,直到模架被定位板壓緊且沒有松動為止。然后把凹模相適配的凸模固定安裝在沖床滑塊上。
然后把A型鐵安裝在料架兼整平機的托料瓦板上,再把卷料纏繞在料架主軸上,調節好A型鐵的位置至卷料在瓦板上不會晃動(注意不得夾料太緊或太松),然后把材料的一段往整平機頭方向拉出,再把材料放置在整平機頭入料滾筒處,然后啟動驅動裝置,在驅動裝置的驅動下,入料滾筒和出料滾筒同時轉動,把料帶從料架上拉出,由于料帶被整平機頭拉動,料架瓦板隨著料帶被拉出的方向轉動,從而使料帶順利地輸送,減少牽拉過程中的磨損,當材料從出料滾筒處被送出一定長度時,在將料帶置于感應架上,然后把材料經感應架傳送至滾輪送料機處。
再啟動沖床上的各驅動裝置,滾輪送料機在驅動裝置的驅動下把帶料往沖床的方向拉進,送進模具處,由于沖床數控箱在驅動裝置的驅動下,在沖床數控箱的操作面板上設置好數控程序,數控程序也隨著開始運行,因此沖床按照數控箱的數控程序對滾輪送料機送進來的材料進行連續的沖壓加工。
文章發表:http://www.54391.cn/news_ehypgls.html