



厚板三合一送料機結構改進
目前市場常見的三合一送料機之入料機構,當卷料較厚時,因材料彈性較大,導致入料不方便,且大多數入料機構太過于理想化,原理為在入料的時候,當料頭進入至兩夾送輥之間時,壓料輥壓下,將料頭由向上卷壓為向下卷,以方便入料,實際使用時,由于進入夾送輥之間的料頭長度無法精度控制,且當料頭進入壓料位置時無法清確定位,材料會在輥筒之間打滑。
另外,送料機在安裝時,理論要求三合一送料機之中心線需與所配之沖床中心線一致,在使用時方可保證送料之精度與穩定,然而實際安裝調試時,需將送料機中心線與模具中心線對應相當困難,現有的擋料輪結構采用一根螺桿同時調節兩排擋料輪位置,如果三合一送料機安裝時無法對應模具中線,則在使用時擋料輪起不到應有之對材料定位的作用。
再者,由于料頭的向上彎曲或者向下彎曲,導致客戶在將其置于整平機頭的過程中,由于輥與輥之間的間隙較大,另一方面由于材料自身特性,材料會向上排整平輥間插入或者向下排整平輥間插入。
為了徹底解決客戶使用三合一送料機時的不便,晉志德厚板型三合一送料機做了針對性的優化改進:
1、在三合一送料機整平送料機部分入料口前加裝整平入料裝置。該整平入料裝置由上整平板、下整平板、上整平油缸、下整平油缸及送料油缸組成,來料傳送時,下整平板在下整平油缸的驅動下向上旋轉,同時上整平板在上整平油缸的驅動下向下旋轉,從而將二者之間的來料夾緊進行整平,使來料初步平整,再利用送料油缸驅動下側與來料接觸的夾送片,通過夾送片與來料的摩擦力,將來料向后方傳送;然后上、下整平板分開,夾送片回復原位,再進入下一次送料,如此循環。同時為增強夾送片與來料之間的摩擦力,在夾送片的夾送面上還通過熱處理及切割形成凹凸紋路。
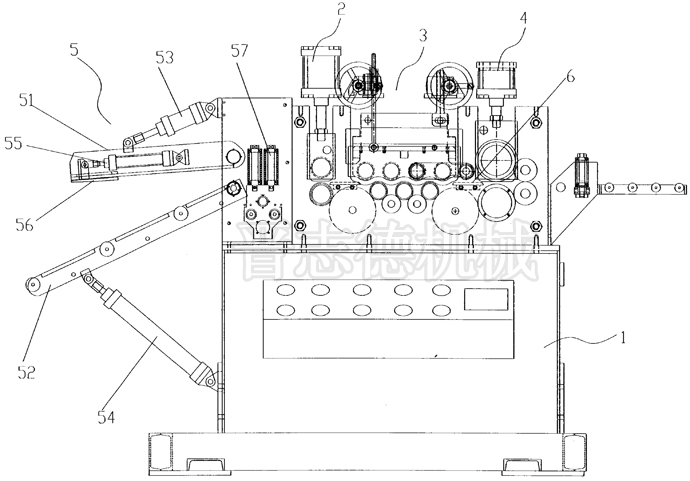
2、在加裝的整平入料機構的后方增設兩排擋料輪,且每排擋料輪分別由相互立的調節螺桿調節。較普通的單個調節螺桿的結構而言,兩個調節螺桿可使兩排擋料輪之間的中心線與后方沖床一致。
3、在整平入料裝置與材料整平機構之間、材料整平機構與數控送料機構之間分別加裝托料板,用于托住來料,避免來料掉入兩輥之間,而且托料板的上表面均采用電鍍處理以提高其光滑度,避免其刮花來料。
通過上述結構優化改進,大的方便客戶使用,并能保障厚板三合一送料機長期穩定運行。
文章發表:http://www.54391.cn/news_hbshy.html